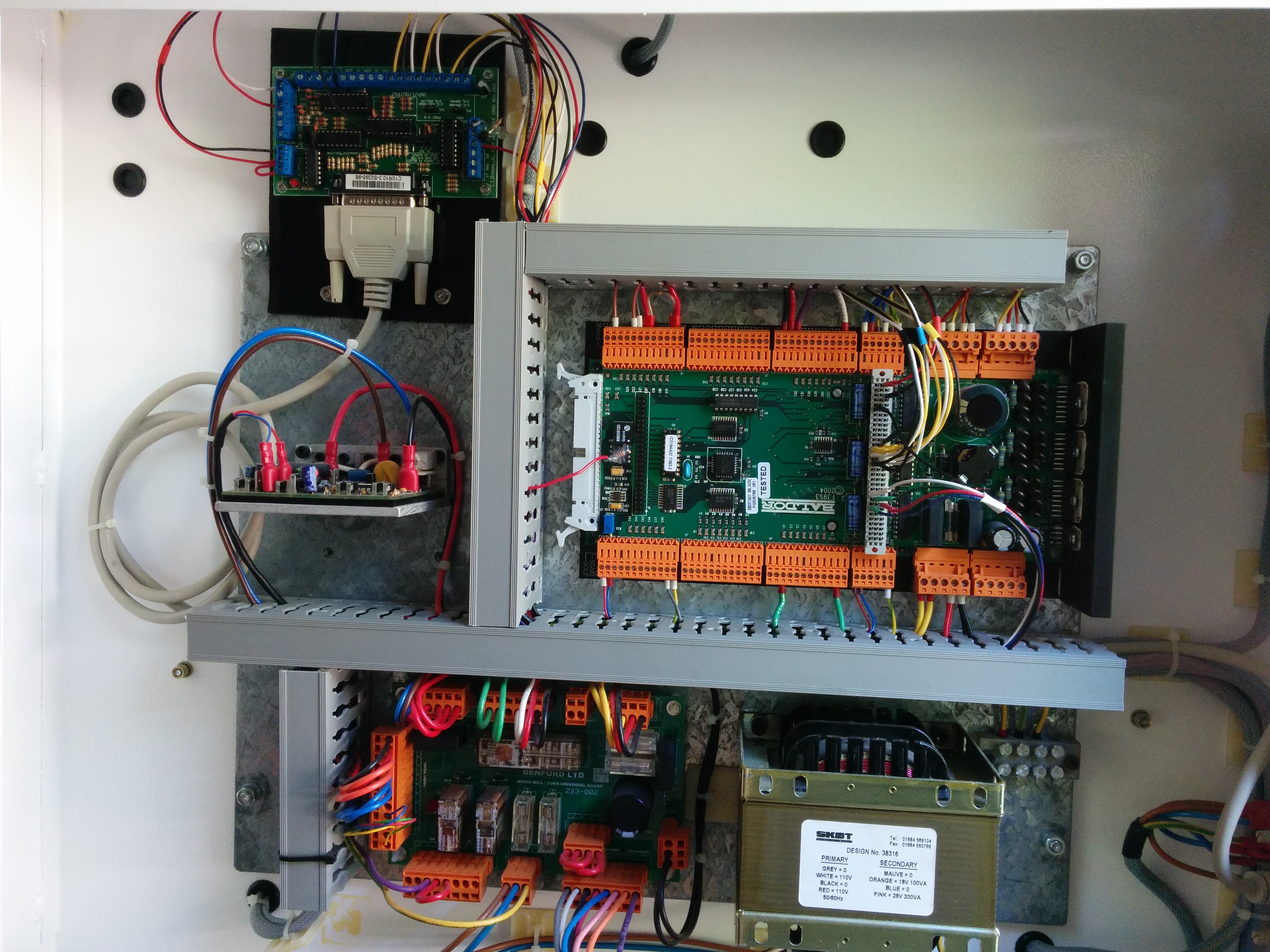
Here is a picture of the final wiring layout of my Lathe after installing the parallel port break out board (top left). I made use of the built in wiring trays to organize all of my wires that plug into the 96 way header on the NextMove ST stepper controller board.
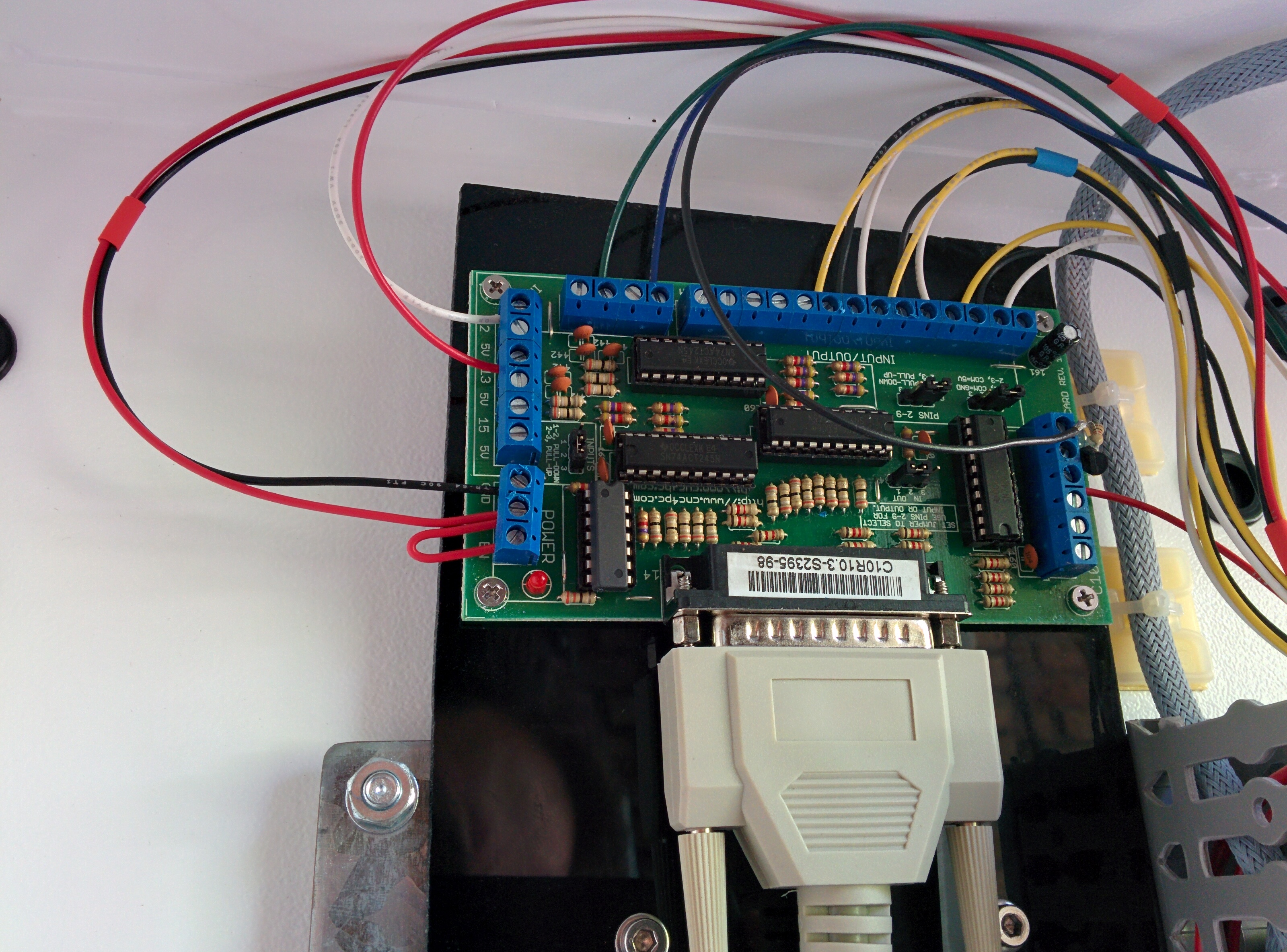
Here is a closeup of the break out board and it’s acrylic mounting plate.
For the record, here are the pin assignments I used on my parallel port for both my mill and lathe:
1 – Spindle Go Relay (enable to power spindle, must also pulse pin 14 / PWM)
2 – X Direction
3 – X Step
4 – Y Direction (Mill, Z direction on lathes)
5 – Y Step (Mill, Z step on lathes)
6 – Z Direction (unused on lathes)
7 – Z Step (unused on lathes)
10 – X axis Home (inverted)
11 – Y axis Home (inverted) (On lathes, this is Z axis home)
12 – Z axis Home (inverted) (Unused on lathes)
13 – EMERGENCY STOP input (inverted)
14 – Spindle PWM (100Hz) (inverted)
Here is the LinuxCNC stepconf wizard configuration file that I’m currently using with the Lathe. It hasn’t been fully tested, but I believe most things are working acceptably with it.




Jay, I cannot find the rest of your lath conversion, if there was one. Did yours have an encoder for threading, and if so how did you configure it?
I converted my mill using your directions and it works fine on Mach3, however I don’t have spindle speed control working yet. Thanks for the knowledge.
The lathe uses the exact same conversion steps as the Mill. My lathe did not have an encoder built in. I have enough IO pins on the BOB free that I could add one at a later date.
Thanks, Jay!
Dear Jay,
Three retired ex Mechanical engineers in our seventies, are trying to resurrect a Denford Novaturn Lathe, dispatch date 2000.which has control failure
We have followed your articles and videos as regards your Novamill control panel refit with great interest and have bought almost all of the articles tyo fit a break out board.
However we are a bit unsure of what pins where wired up on the 96 way connector for your lathe.
Could you assist please
Many thanks
Yours
Peter Bentley
Hi Peter,
The lathe used exactly the same pinout as the mill (Except I only used 2 of the 3 axis for the lathe, obviously…)
See this post for the 3 axis pinouts:
https://www.summet.com/blog/2016/01/16/how-to-convert-a-denford-scantek-2000-micromill-to-linuxcnc-mach3-control-part-1-3-axis-control/
And this post for the pinouts for the home/estop switches:
https://www.summet.com/blog/2016/01/17/how-to-convert-a-denford-scantek-2000-micromill-to-linuxcnc-mach3-control-part-2-home-switches-e-stop/
And this post for details about how to turn on/off the spindle motor:
https://www.summet.com/blog/2016/01/21/how-to-convert-a-denford-scantek-2000-micromill-to-linuxcnc-mach3-control-part-3-spindle-motor-control/
And finally, I was able to get software control of the spindle motor via PWM with some serious hardware hacking of the board (not available on the 96 pin connector unfortunately…)
https://www.summet.com/blog/2016/01/29/how-to-convert-a-denford-scantek-2000-micromill-to-linuxcnc-mach3-control-part-4-spindle-speed-control/
All of this information is almost directly applicable to the lathe that I had it just had one less axis.